
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Сізде әлі де жаңа көліктің сенімділігіне күмән бар ма?Газель? TEST-TRUCK бағдарламасын пайдаланып, көлікті 2-ден 10 күнге дейін сынақ жұмысына алып, оны іс жүзінде тексеретін уақыт келді!
Технология эволюциясы:
жаңа өндіріс-жаңа көлік
жаңа өндіріс-жаңа көлік
-
17 млрд руб.NEXT буынының автомобиль өндірісін құруға және ұйымдастыруға инвестициялар
-
600 гектарқазіргі заманғы өндірістік алаңдардың жалпы ауданы
-
583өнеркәсіптік роботтар
Горький автозауыты бүгінде автоматтандыру деңгейі жоғары заманауи жоғары технологиялық кәсіпорын болып табылады. Кәсіпорын құрамында-жиырмадан астам өндіріс бар. Олардың ішіндегі ең маңыздылары: автокомпонентті өндіріс; металлургиялық, құю және пресс-рамалық өндіріс; ұсталық және аспаптық цехтар, кабиналар мен шанақтарды дәнекерлеу цехтары, бірнеше бояу кешендері және құрастыру конвейерлері.
Горький автомобиль зауытының өндірістік қуаты үнемі жаңартылып отырады. Соңғы 4 жылда ғана NEXT буынының автомобильдерін өндіріске енгізу аясында кәсіпорында:
- • жеңіл коммерциялық көліктерге арналған Тәуелсіз алдыңғы суспензия желісі;
- • А класындағы автоматтандырылған штамптау цехы;
- • Ресейдегі ең жоғары технологиялық бояу кешені;
- • автоматтандыру деңгейі 85 болатын кабиналар мен шанақтарды дәнекерлеудің жаңа желілері%


Ресейдегі ең жоғары технологиялық бояу кешені Eisenmann

Өнімділік-бір ауысымда 520 автомобиль
Төрт негізгі принцип
ГАЗ өндірістік жүйесі
Тапсырыс беруші туралы ойланыңыз
Тапсырыс беруші тек түпкілікті тұтынушыны ғана емес, сонымен қатар ішкі Тапсырыс берушіні де білдіреді (келесі өндірістік кезеңді іске асыру үшін өнім түсетін учаске, цех, тіпті алдыңғы кезеңге қатысты кейінгі оператор). Жеткізуші үшін бұл өнімді Берілген технологиялық және сапа параметрлеріне сәйкес қатаң түрде жасау керек дегенді білдіреді.
Адамдар - біздің ең құнды байлығымыз
Адамның дамуына инвестициялар ең тиімді болып табылады, өйткені адамның өзі дамып, өндірістің басқа факторларына да әсер етеді: әдістер, технологиялар, жабдықтар, Материалдар. Кез-келген қызметкер, егер ол адал жұмыс істесе және компанияның дамуына үлес қосса, онда ол кәсіпорынға қажет және оның жұмысы лайықты марапатталатынына сенімді болуы керек.
Кайзен
Өндіріс процесі үнемі жетілдіріліп отыруы керек. Жетілдірудің негізі-бүкіл өндірістік процесті анықтайтын және үнемі жетілдіріліп отыратын жұмыс стандарттары (жұмыс орнын ұйымдастыру, Сапа, операциялардың реттілігі және т.б.). Үздіксіз жақсартулардың негізгі идеясы (кайдзен) қол жеткізілген нәтижелерге ешқашан тоқтамау керек, өзгеріс процесі күнделікті үздіксіз жұмыс болуы керек.
Тікелей өндірістік алаңда шешім қабылдау
Өндіріске қатысты шешімдер кабинеттерде емес, проблема туындайтын немесе жақсарту қажет өндірістік алаңда (гембе) қабылдануы тиіс. Басшылар мен көмекші қызметтердің күш – жігері негізгі жұмыс орындалатын және өнім жасалатын жерге-өндіріске бағытталуы керек. Онда проблемалар шешіледі және жетілдірулер енгізіледі, проблемалардың туындау себептерін талдау және жою бойынша кеңестер өткізіледі.
NEXT БУЫНЫНА АРНАЛҒАН ЖАҢА ӨНДІРІСТЕР
-
1 кезеңштамптау
-
2 кезеңдәнекерлеу
-
3 кезеңбояу
-
4 кезеңҚұрастыру құбыры
-
5 кезеңБасқару жүйесі
сапасы
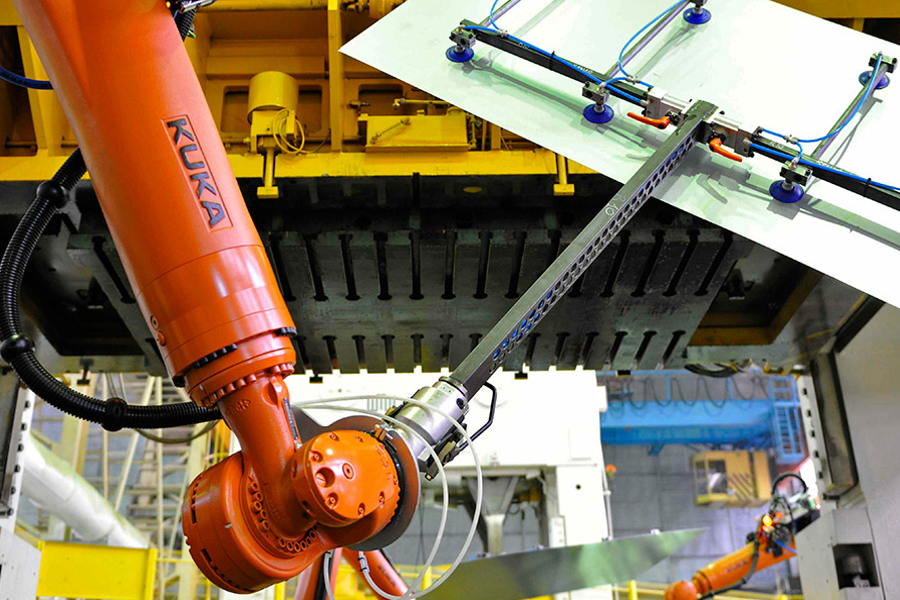
ШТАМПТАУ
Автоматтандырылған А класындағы штамптау желісі соңғы буын KUKA көпфункционалды алты осьті роботтармен және LG штамптау престерімен жабдықталған. Желіде үлкен өлшемді бөлшектер, соның ішінде бүйір қабырғалардың беткі панельдері, негіздер, жылжымалы және бұралмалы есіктер шығарылады. Жаңа желіні құру бөлшектердің жоғары дәлдігін және жоғары өнімділікті қамтамасыз етті.
-
7800 тоннаға дейін күш беретін қуатты престер
-
6-8 дет./мин.Желі қуаты
-
9 900 тоннNEXT отбасылық модельдерін өндіруге арналған штамптау қондырғысының жалпы салмағы
ПРОЦЕСС
01/03
Ресейдің жетекші металлургиялық кәсіпорындарынан жоғары сапалы металл баспасөз цехтарына түседі. NEXT отбасының автомобиль корпусының ішкі және сыртқы элементтері екі жақты мырышталған металдан жасалған.
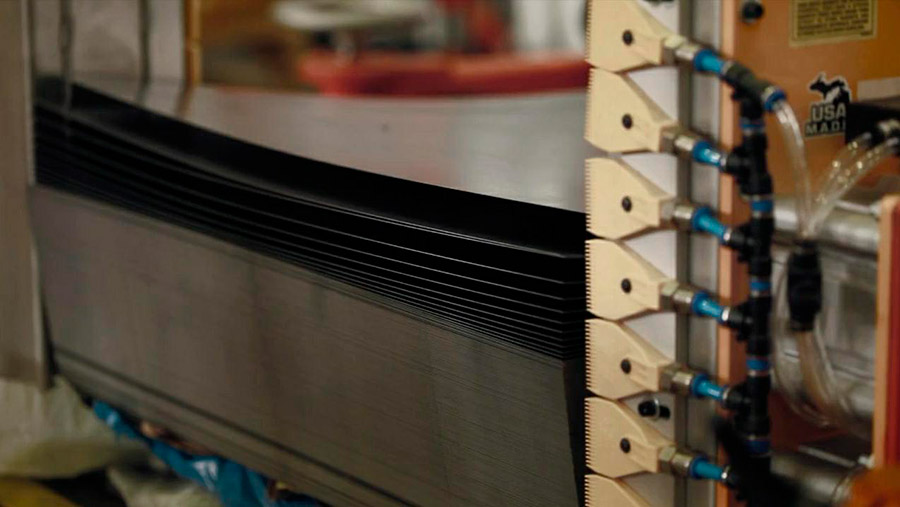
02/03
Металл парағы бірнеше престерден дәйекті түрде өтеді, олардың әрқайсысы жалпақ парақтың белгілі бір деформациясын тудырады, оған берілген параметрлерге сәйкес қажетті пішінді береді.

03/03
Әрбір бөліктің геометриясы бақылау құрылғысында тексеріледі, содан кейін бөлік дәнекерлеу цехына түседі.

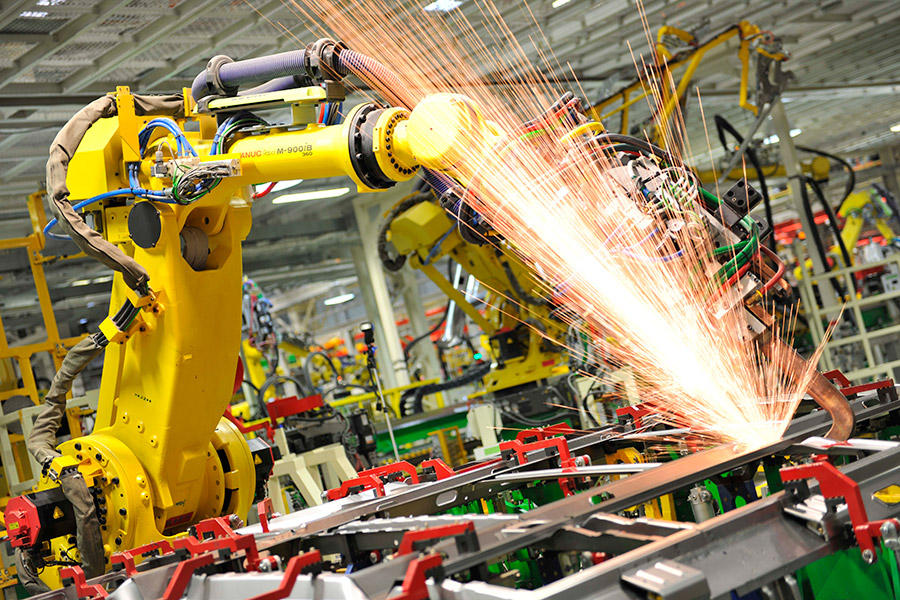
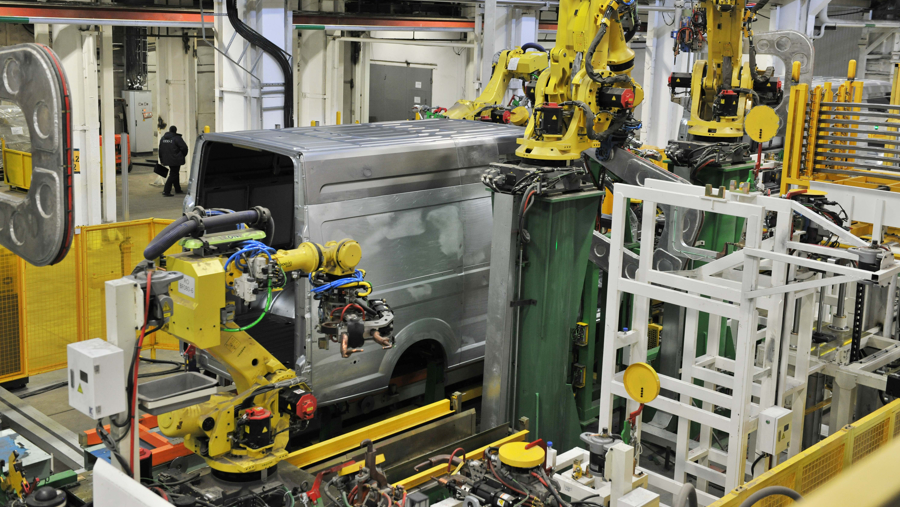
ДӘНЕКЕРЛЕУ ӨНДІРІСІ
NEXT отбасының автомобильдерінің шанақтары мен кабиналарын дәнекерлеу заманауи автоматты дәнекерлеу желілерінде жүзеге асырылады. Жаңа дәнекерлеу кешенін орнатуды кореялық LG компаниясының мамандары ресейлік инженерлермен бірлесіп жүзеге асырды. Интеллектуалды басқару жүйесі өндіріс процесін толық бақылауды жүзеге асырады. Кері байланыс механизмінің арқасында жүйе қажет болған жағдайда желі параметрлерін автоматты түрде реттейді
-
98"ГАЗель NEXT" фургондарын дәнекерлеу желісінде жапондық Fanuc роботтары
-
100Кабина дәнекерлеу желісіндегі неміс өндірісінің роботтары (KUKA)
-
85 %Операциялар автоматты режимде орындалады
-
6000"ГАЗель NEXT" фургонының корпусындағы дәнекерлеу нүктелері
-
< 0,2 ммӘр нүктеде рұқсат етілген ең үлкен ауытқу
-
700 кгЕң қуатты роботтың жүк көтергіштігі
-
Кері байланыс механизмі бар интеллектуалды басқару жүйесі
ПРОЦЕСС
01/08
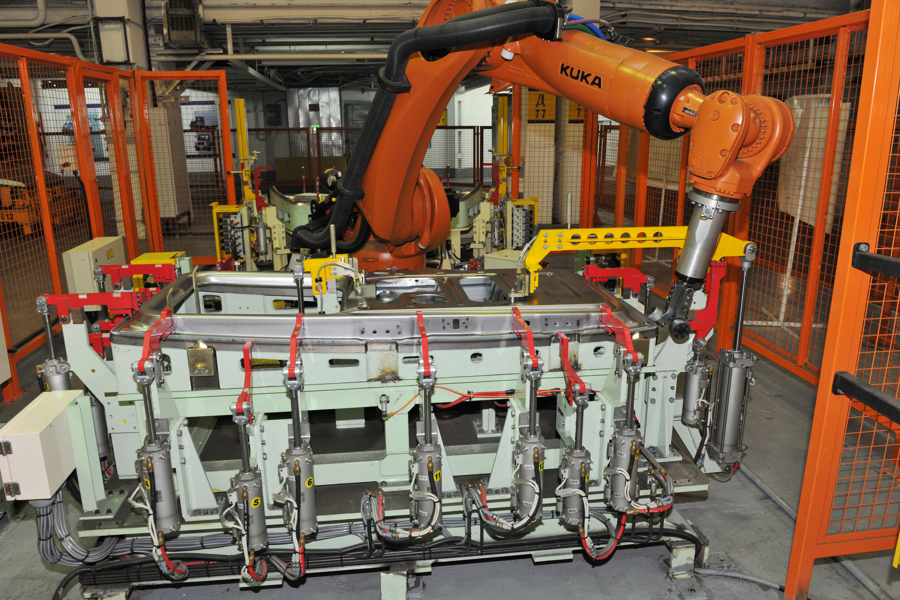
Әрбір робот бірден бірнеше операцияларды орындай алады: дәнекерлеу, фланецтеу, желімдеу және бөлшектерді тасымалдау.

02/08
Болашақ автомобиль платформасын дәнекерлеу желісіне орнату кезінде арнайы датчиктер дәнекерленген корпустың немесе кабинаның моделі мен түрін анықтайды.

03/08
Қажетті бөлшектерді алып, орнатқаннан кейін робот тасымалдау тұтқасын дәнекерлеу кенелеріне дербес өзгертеді.

04/08
Кенелер бөлікті қысады, содан кейін дәнекерлеу тогы электродтар арқылы өтеді.

05/08
Осыдан кейін "кептелу" сәті келеді: ток енді түспейді, бірақ кенелер дәнекерлеу нүктесінің кристалдануын және металдың балқуын қамтамасыз ететін жазықтықтарды қысыммен ұстайды. Басқару жүйесі ток күшін, сондай-ақ кенелердің қысылу күші мен уақытын бақылайды.

06/08
Операциядан кейін робот кенелерді тасымалдау ұстағышына ауыстырады және бөлікті сызық бойымен әрі қарай жібереді.

07/08
Дайын дене координаталық өлшеу машинасына түседі, онда оның геометриясының анықтамалық үлгілерге сәйкестігі тексеріледі.

08/08
Әр нүктедегі ауытқу 0,2 мм-ден аспауы керек.
Қолданылатын материалдар
Автокөлік корпусы жоғары коррозияға қарсы қасиеттері бар мырышталған болаттан жасалған. Сондықтан коррозияның болмауына кепілдік мерзімі 8 жылдан асады.
-
13 кезеңТазалау, бетін дайындау және праймерлеу
-
22 жүйелерКондиционерлеу жүйелері
-
1 микронАуаны тазарту дәрежесі
-
Француздық Sames фирмасының алты осьті роботтары ішкі және сыртқы қуыстардың автоматтандырылған бояуын қамтамасыз етеді
ПРОЦЕСС
01/06
Беттерді дайындау
Дене кезекпен 13 ваннаға түседі, онда жуу, фосфаттау және бастапқы топырақты қолдану жүзеге асырылады. Жуу кезінде арнайы қосылыстармен тотықтар мен майлы ластаушы заттар жойылады. Бұл топырақтың максималды жабысуын қамтамасыз ету үшін қажет. Фосфаттау-бұл металды фосфор қышқылы тұздарына негізделген арнайы құралдармен өңдеу, нәтижесінде бетінде қорғаныс пленкасы пайда болады. Металды қорғаудан басқа, пленка бояу жабынының жабысуын арттырады және пленка коррозиясының дамуына жол бермейді.

02/06
Бастапқы праймер
Ең маңызды кезең-катафорезді праймер. Электролиттік ваннада пайда болатын химиялық реакция нәтижесінде қорғаныш жабыны пайда болады, бұл металдың коррозияға төзімділігін 15 еседен астам арттырады.

03/06
Герметизация
Eisenmann кешені заманауи корпусты өңдеу желісімен пластизолдармен және герметиктермен жабдықталған. Барлық байланыстырушы тігістер арнайы қосылыстармен тығыздалады, содан кейін жақсы адгезия үшін екінші реттік праймер жасалады.

04/06
Кептіру камерасы
Кептіру камераларының жұмысы толығымен автоматтандырылған. Олар бояу түрін ескере отырып қайта конфигурацияланады (кәдімгі немесе металл эффектісі бар), корпустың жеке аймақтарында әр түрлі кептіру температурасын орнатуға мүмкіндік беретін 3 аймақтық ауа ағындарын баптау жүйесі бар. Кептіруден кейін дене екінші реттік топырақпен өңделеді және бояуға түседі.

05/06
Денені бояу және өңдеу
Корпустың бояу сызығында олар металл эффектісі бар бір қабатты және екі қабатты эмальдармен боялған. 11 Робот корпустың ішін сыртынан және ішінен бояйды. Бояудан кейін тік тігістерді тығыздау, жасырын қуыстарды коррозияға қарсы және балауыз қосылыстарымен өңдеу жүргізіледі.

06/06
Сапаны бақылау
Цехтан шығу кезінде шанақты тексеру және бояу сапасының эталондық үлгілерге сәйкестігін тексеру жүргізіледі.

Қолданылатын материалдар
Кез-келген бояу материалына төзімділік бірқатар зертханалық және өндірістік сынақтар мен сынақтардан тұрады. Сынақтар жүргізілгеннен кейін роботтарға арналған бағдарламалар пысықталатын бірнеше шанақтарды бояу жүргізіледі, материалдың сыртқы әсерге және чиптердің пайда болуына төзімділігі өлшенеді. Алдын ала бақылау жүйесінің арқасында өндірісте бояудың жоғары сапасы мен беріктігін қамтамасыз ететін материалдар ғана қолданылады. Тұзды тұман камерасындағы сынақ нәтижелері (16 жылдағы нақты жұмыс жағдайларын модельдеуге мүмкіндік береді) NEXT отбасының жаңа көліктерінің корпусында коррозия ошақтарының толық жоқтығын көрсетті. Сынақтар Мемлекеттік ғылыми орталықтың сертификатымен расталды.
ҚҰРАСТЫРУ ҚҰБЫРЫ
Машиналарды құрастыру желісіне орнатудың кезектілігін анықтау үшін "Хейджунка"принципі қолданылады. Тәжірибелі технологтар конвейердің ай бойы мүмкіндігінше теңдестірілген жұмысын қамтамасыз ету үшін өндірісте көп уақытты қажет ететін және аз уақытты қажет ететін модельдердің ауысу тәртібін анықтайды. Құрастыру желісі механикаландырудың жоғары дәрежесіне ие.
-
520Ауысымдағы автомобильдер-басты Газель конвейердің қуаты
-
44 өндірістік желіде борттық автомобильдер, шасси, фургондар, шағын автобустар және Орташа жүк көліктері жиналады
-
220 мин."ГАЗель NEXT" 1 автокөлігін құрастырудың орташа уақыты
ПРОЦЕСС
01/06
Келесі айдың басталуына 2 апта қалғанда, газдың негізгі конвейеріне қандай модельдер мен конвейерде қандай ретпен жиналатынын анықтайтын қатаң "бетбелгі" келеді. Жеткізушілер бірдей "бетбелгіні" алады. Бұл құбырдың әр бөлігіне қанша бөлік және қай уақытта қою керектігін анықтауға мүмкіндік береді

02/06
Құрастыру желісіне рамка кіреді, оған барлық қондырғылар орнатылады: алдыңғы және артқы осьтер, жанармай багы мен түтіктер, сымдар.

03/06
Сонымен қатар, корпустың немесе кабинаның қосалқы жинағы бар. Электр жабдықтарын, аспаптар панелін, жылытқышты, интерьер бөлшектерін орнату және қозғалтқыш бөлігін құрастыру жүргізіледі.

04/06
Жиналған кабиналар немесе шанақтар арнайы көтергіш құрылғымен ұсталып, жақтауға қойылады. Бұл операция "үйлену тойы"деп аталады. Дәл осы сәтте машина дайын көліктің келбетін алады. Осыдан кейін фаралар, алдыңғы бампер, жүк платформасы орнатылады.

05/06
7 бақылау нүктесі құрастыру процесіне енгізілген. Мұнда сапа бақылаушылары барлық жұмыстардың дизайн құжаттамасына сәйкестігін тексереді. Мысалы, кабинаның "қонуына" дейін барлық қосылыстар бақыланады, оларға қол жеткізу кейін қиын болады.

06/06
Конвейерден шыққаннан кейін машина мамандандырылған стендтерде сынақтан өтеді. Қозғалтқыш пен электр жабдығының, рульдік жүйенің жұмысы, тежеу күші, пайдаланылған Газель деңгейі, саңылаулардың мөлшері және бояу жабынының сапасы тексеріледі, фаралардың жарығы реттеледі. Арнайы су камерасында өтетін тығыздық сынағы автомобильдің өндіріс процесін аяқтайды.

сапаны басқару жүйесін құру
неден басталады?
-
1 кезеңСапа бойынша сенімді Статистика алу (тұтынушылар мен дилерлерден ақаулар бойынша толық ақпарат алу, кепілдік бойынша өтініштерді есепке алудың автоматтандырылған және жедел жүйесін құру).
-
2 кезеңКомпоненттерді жеткізушілерді таңдау және мақұлдау жүйесін құру, олардың өндірістік процестердің тұрақтылығы мен жеткізілетін өнімнің сапасын қамтамасыз ету қабілеті шешуші рөл атқарады.
-
3 кезеңӨндіріс процесіне сапаны бақылауды енгізу.
СӘЙКЕСТІК СЕРТИФИКАТТАРЫ


САПАНЫ БАСҚАРУ ЖҮЙЕСІНІҢ ЭЛЕМЕНТТЕРІ
01/09
Тұтынушының көзімен өнімдерді бағалау CSA (customer satisfaction audit)
CSA аудиторлары клиенттер қалай әрекет етсе, солай әрекет етуге үйретілген. Олар панельдердің буындарын, бояудың сапасын тексереді, сорғыштың астына қарап, кішкене сынақ дискісін жүргізеді. Егер аудитор жаңадан жиналған машинаны "сатып алмаса", онда оны нақты клиент сатып алмайды! Бұл бағалау жүйесі машинаны құрастыру басталғанға дейін дәнекерленген және боялған корпустар мен кабиналарға таралды.

02/09
Кепілдік саясаты
Міндетті сертификаттаумен сервис қызметкерлерін оқыту бағдарламасы енгізілді. Кепілдік инженерлері зауыттан шешімдерді күтпей-ақ, бұзушылықтарды жіктеу және сервистік жұмыстарды жүргізу бойынша жедел шешімдер қабылдауға құқылы. On-line жөндеу процесін дайындаушы зауыттың консультацияларымен сүйемелдеу қамтамасыз етілді.

03/09
Кепілдік бойынша кері байланыс алу процесі
Компания жұмысындағы негізгі процесс. Бұл ақпарат автомобильдерді үнемі жетілдіру, өзгертулер енгізу және жаңа өнімдер жасау үшін қолданылады.

04/09
"Газель" клиенттік қызметі
Қызмет тәулік бойы жұмыс істейді, жылына 35 мыңнан астам өтінішті өңдейді. Газель сенім телефоны нарықтағы барлық ақаулар мен қызмет көрсету деңгейі туралы ақпарат жинауға көмектеседі. 24 сағат ішінде бұл ақпарат зауытқа талдау немесе жедел шешім қабылдау үшін келеді. Сонымен қатар, клиент сайтта сауалнаманы толтыра алады azgaz.ru және жақсартуларды ұсыныңыз. Бірнеше жыл ішінде 23 мың автокөлік иесі түс схемасын өзгертуден бастап арнайы опцияларды енгізуге дейін өз ұсыныстарын білдірді.
Сериялық өндіріске әлі енгізілмеген жаңа модельдер туралы ақпарат тікелей жолдан шығады-машиналар on-line режимінде пайдалану барысы туралы мәліметтерді беретін ондаған клиенттерге тестілеуге жіберіледі. Әрбір осындай "сынаушыға" жеке куратор бекітілген.

05/09
Жаңа өнімдерді әзірлеу "сапа қақпасы" (ppds)жүйесі бойынша жүргізіледі
Егер бұрын конструкторлар оқшауланған түрде әрекет етсе, қазір әзірлеу кезеңдерінің әрқайсысында ("сапа қақпасы") жобалау тобына барлық дизайнерлер, Өндірістік инжиниринг мамандары, технологтар, өндірістік жүйе және сапа менеджменті мамандары кіреді. Ppds жүйесі-бұл нарық талаптарынан толығымен бас тартатын өнімді құрудың жаңа мектебі: алдымен сатып алушыдан болашақ көліктің қандай функциялары болуы керек екенін анықтап, содан кейін ғана оны құрамыз, дизайнның әр кезеңінде сапа мен шығындарды бақылап, машинаны кешенді сынақтан өткіземіз.

06/09
Жаңа өнімдерді жасау және нарыққа шығару
Соңғы 5 жылда бұл процесс күрт жеделдеді. Сонымен қатар, өнім тұжырымдамасы клиент үшін автомобильге иелік ету құны сияқты маңызды сипаттамаға ие. Автостаттың мәліметі бойынша, Газельдің бірінші иесі оны 63 ай, екінші иесі 58 ай жұмыс істейді. Яғни, машина 10 жылға созылады. Шетелдік көліктерде бірінші иесі көлікті 33 ай, екіншісі – 27 ай жұмыс істейді. Яғни, машина тек 5 жылға созылады. Бұл қызмет көрсету құны туралы көп айтады. Ресей нарығында LCV сегментінде барлық әлемдік брендтер бар. Бірақ меншік құны, тұтынушылық қасиеттер, функционалдылық клиенттердің біздің көлікті таңдауына әкеледі.

07/09
Компоненттерді жеткізу: өнімді сатып алудан бастап сапалы процестерді сатып алуға дейін
Жеткізушіге бөлшектердің тауарлық партиясының тиісті сапасын көрсету жеткіліксіз. Оның өндірістік процестері сапаны үнемі қамтамасыз ететін етіп құрылғанын көрсету керек.
08/09
Сауатты жоспарланған өндіріс-сапаны қамтамасыз ету құралдарын енгізу және үнемі жаңартып отыру үшін құнарлы топырақ:
Өнімге қойылатын талаптарға негізделген сапа стандарттары, бірыңғай сапа көрсеткіштері, жедел кері байланыс, өндірістегі проблемалар бойынша көмек тізбегі, персоналды ынталандырудың тиімді жүйесі – осы құралдардың барлығы шығарылатын өнімді үнемі жетілдіруге мүмкіндік береді. Қателіктердің алдын алуға ерекше назар аударылады. Техниканы қолданудың мысалы - "төрт көз" принципі, онда оператор келесі операцияда тікелей конвейерде алдыңғы операцияның сапасын қадағалайды. Сапа жүйесін құру кезінде өндірістік жүйенің барлық элементтері қолданылады, осылайша жұмыс орындары стандартталған, процестер операторларға ыңғайлы, шығындар минималды болады.

09/09
Өндірістік процестердің сапасы
Егер операцияларда ауытқулар болмаса, онда соңғы өнімде ақаулар болмайды. 2017 жылы қолданыстағы сапа құралдарына қосымша, "Газель" автомобильдерін құрастыру цехында VDA 6.3 өндірістік процестер аудитінің жаңа стандарты енгізілді., Германияның автомобиль өнеркәсібі Одағы әзірлеген. Стандарт автомобильдің өмірлік циклінің кез-келген кезеңіндегі процестерге қолданылады: жаңа модельдерді жоспарлау мен дамытудан бастап өндіріске және сатудан кейінгі қызметке дейін
